Ich dachte noch, hoffentlich fasst er das nicht falsch auf. [emoji6]
Gesendet von iPhone mit Tapatalk
Ich dachte noch, hoffentlich fasst er das nicht falsch auf. [emoji6]
Gesendet von iPhone mit Tapatalk
Ich musste auch lernen und hier hab ich mal eine meiner Druckübungen gefunden. Die beiden stark vergrößerten Objekte unterscheiden sich nur in Druckgeschwindigkeit und Beschleunigung. Da hatte mich Toolson etwas ans Händchen genommen.
PETG ist nicht so spielend einfach, wie man gerne meint. Ich hab danach auch viel probiert und dabei gelernt.
Und das machst Du bei jedem Hersteller nochmal. Grins
rechts sieht schon besser aus… was waren denn die Einstellungen? langsamer oder schneller als links?
Rechts schneller und die Beschleunigung war höher (wobei das bei dem kreisen nicht das Thema war)
Gesendet von iPad mit Tapatalk
Ich las über diesen Drucker nur die besten Erfahrungen.
mal wieder ein Status vom Drucker. (gut, dass wir hier im Offtopic sind :rolleyes: )
hat mittlerweile etwas über 2km Filament durch, immer mal ne andere Farbe.
Obwohl gleicher Hersteller (Winbo, recht günstig in der Bucht, bin sehr zufrieden damit), gibt es andere optimale Temperaturen je Farbe. Naja wenn man das weiß ist ja fast alles gut.
Ansonsten war und ist die Lernkurve recht hoch.
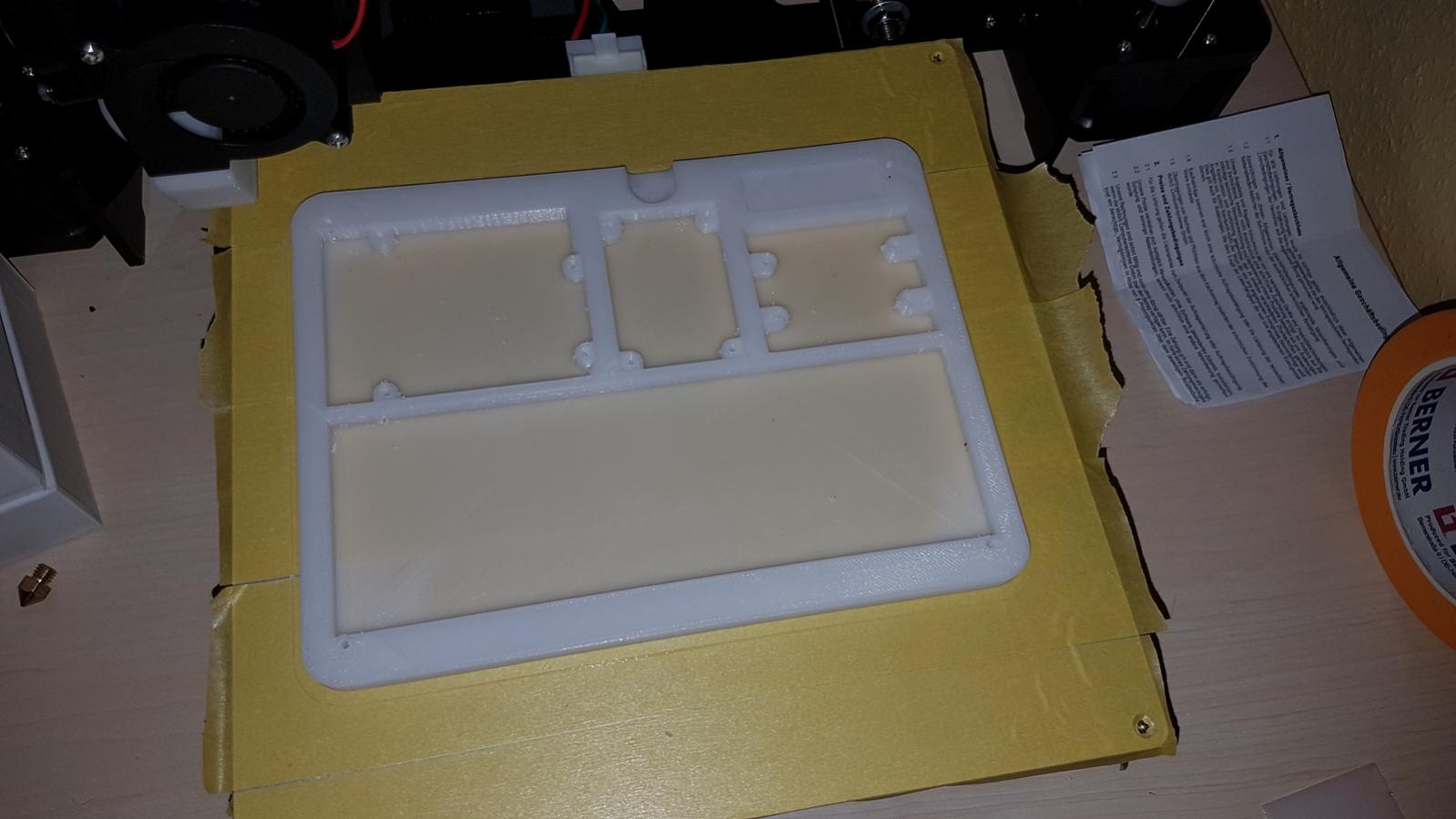
Das Hauptproblem ist immer noch das Druckbett, meins hat in der Mitte eine leichte Delle, hab mich auch immer noch nicht für eine Unterlage entschieden, Glas, Carbon, ich weiß es nicht  auf jeden Fall eine Platte um die Delle auszugleichen.
auf jeden Fall eine Platte um die Delle auszugleichen.
Wenn ich das Druckbett ordentlich eingestellt hab, kommen auch ansehnliche Objekte raus welche sich im Druck nicht lösen.
Das Berner Klebeband im Hintergrund ist echt gut, die Oberfläche ist glatter als normales Krepp und die Haftung gefühlt besser, hab ich vom KFZ-Mann meines Vertrauens…
Ansich macht die ganze Sache Spaß, war ja jetzt keine Riesenanschaffung, die Kinder sind immer sehr erfreut wenn es neues Wasserspielzeug gibt. Ansonsten drucke ich noch ein paar Teile um den Drucker zu optimieren (Y Riemen kann ich jetzt spannen, X ist unbedingt noch nötig, der hängt leicht durch) das ist diese Woche aber alles durch.
Wie löst ihr das mit der Lagerung vom Filament? ich bin drauf und dran so eine Boxlösung zu bauen, 5- 6 Rollen rein Deckel zu, kleine Löcher rein und gut. Vorteil, ich sehe was und wieviel drin ist und es ist Staub geschützt. Im Moment packe ich immer alles wieder in die Tüte und Karton, beim Farbwechsel im Druck natürlich etwas nervig vor allem mit nur einem Ständer.
hier mal noch ein paar Fotos, die Fadenbildung hab ich mittlerweile besser im Griff, hatte zu heiß gedruckt (245°C jetzt 225°C) ganz weg ist es aber noch nicht, mit dem Retract spiele ich noch rum…
Wie kann ich den Drucker dazubringen, dass er immer sehr weit am Rand 2 Linien druckt (wie beim Skirt), hab so die besten Ergebnisse, weil die Düse dann sauber ist.
Die blaue Schlange wurde mit 220°C gedruckt ohne Brim, kam direkt so benutzbar raus, beeindruckend vor allem für Technikfremde
Schaut nicht schlecht aus. Die Lernkurve ist immer dann hoch, wenn sich jemand wirklich damit beschäftigen möchte und auch versucht, die Technik dahinter zu verstehen.
Das plane Druckbett find ich existenziell.
Filamentlagerung ist bei mir IKEA Großbox in mehreren Varianten. Filament nach Nutzung wieder in die Folie mit dem Entfeuchtungssäckchen. PETG ist aber eher anspruchslos und kann auch länger rumliegen.
Den Skirtabstand lege ich auch mit großem Abstand zum Objekt. Den kann ich per Soft frei festlegen. Ansonsten könne man das per Code manuell als Startparameter anlegen.
Gesendet von iPhone mit Tapatalk
Ja im Moment beschäftigte ich mich recht oft mit dem Drucker und der Technik, man will ja, wenn mal ein anspruchsvolles Objekt zu drucken ist auch ein ordentliches Ergebnis bekommen. Die Qualitätskontrolle beim Badespielzeug ist nicht so streng und ich hab sinnvolle Testobjekte.
Druckplatte werde ich das Wochenende ordern, es ist manchmal ernüchternd, wenn wegen der Delle der ganze Druck im Eimer ist.
Der Drucker muss auch nochmal umziehen, dann kommt das Filament in Kunststoffboxen obendrüber.
Wenn das alles erledigt ist, dann wird es sicher noch etwas entspannter „mal schnell was zu drucken“
Mit dem Skirt im Startcode muss ich mal was aus dem Netz suchen, das würde ich sehr sinnvoll finden.
P. S : der neue Prusa i3 ist sehr interessant, er kalibriert sich selbst auch bei schrägem Drucker oder verzogenem Druckbett, ist mir aber noch zu teuer um Wasserspielzeug zu drucken 
Gesendet von meinem SM-G935F mit Tapatalk
Mich hat dieses selbst- und nachkalibrieren in der Praxis nie überzeugt. Meiner könnte es aber ich hab nach einigen Tests verzichtet.
Gesendet von iPhone mit Tapatalk
Hmm ok, das Produktvideo zeigt aber eine Funktion, welche es glaube so noch nicht gab…
Naja egal, mein Chinadrucker muss erstmal was leisten.
Wie und wann stellst du das Druckbett ein?
Ich schraube an den obersten Schrauben des Druckbett wärend ich den Druckkopf und das Bett so bewege dass ich an 4 Positionen des Druckbett war (per Hand… Macht man das so?), das alles in heißem Zustand.
Kann mir vorstellen, dass es evtl anders und besser geht?
Gesendet von meinem SM-G935F mit Tapatalk
Das gibt es doch schon lange in allen Variationen.
Ich selbst habe keinen Prusa.
Mein kleiner Drucker hat eine so genaue Mechanik bei kleiner Druckfläche (120x125mm), dass ich nur den Abstand der Düse per Endschalter kalibrieren muss.
Der Große hat ein Druckbett, welches über 3 direktangetriebene Z-Spindeln das Druckbett selbst per Justierbefehl justiert.
Das mache ich meist nur nach Änderungen.
Ich kann das auch bei jedem Druck vorher machen. Ist aber nicht nötig.
Repetier kann das auch während des Drucks aber das mag ich gar nicht.
Ich habe eine Hallsensor als Höhenschalter und einen Kapazitiven Sensor als Höhenmesser.
(Zudem 3 Drucksensoren an den Druckbettauflagen - zur Zeit nicht aktiviert)
Und ja, natürlich macht man das in Betriebstemperatur.
Gesendet von iPhone mit Tapatalk
ok, dann war es nur für mich Neu ![]()
Ich muss nochmal Nachfragen…
Ich hatte Anfangs echt gute Ergebnisse im Druck, nur leider hab ich irgendwie ein paar Sachen verschlimmverbessert…
Ich bekomme die Fäden einfach nicht weg, weder bei PETG noch bei PLA (hab mal eine Rolle zum testen bestellt)
bei flächigen Objekten kommen gute Ergebnisse raus aber bei z.B. mehreren Türmen oder wo die Düse halt hinfahren muss, sind immer Fäden.
Ich habe mehrfach solch Testobjekte gedruckt, den gcode angepasst, dass er ab bestimmten Höhen andere Temperaturen fährt (PETG wie auch PLA), anfangs waren wirklich hässliche Artefakte neben dem eigentlichen Objekt, mittlerweile sind es nur noch hauchdünne Fäden, genau diese will ich aber loswerden.
Ich habe den Verdacht beim Retract und Z-Hop, ich finde dort einfach keine Optimalen Einstellungen.
Die Temperatur kann ich ja notfalls während des Druckens ändern, wie auch die Flowrate… leider nicht die Retracteinstellungen.
Nun zu meiner Frage:
Wie sind eure Retracteinstellungen bei PLA (wieviel mm und wie schnell), bei welcher Geschwindigkeit?
Ich weiß es gibt keine optimalen Einstellungen aber ein Anhaltspunkt wäre mal gut, Ich hätte gern wenigstens bei PLA mal einen „perfekten“ Druck… im Moment ist es nicht besser als bei PETG
Muss man die Düse auch mal austauschen? hab jetzt ca. 2500m durch… nicht, dass es daran liegt und das Loch der Düse mittlerweile zu groß? ist und ich deswegen nicht zum Ziel komme…
Mit der Haftung und der Glasplatte bin ich ansonsten sehr Zufrieden.
Wäre für ein paar Tipps dankbar… ansonsten wünsche ich ein sonniges Wochenende.
Meine retraction Einstellungen: Distance: 5.7 mm, Speed: 9000. damit hab ich nur ganz selten Fäden. Ganz weg bekomme ich die aber auch nicht. Wobei die ja relativ leicht zu entfernen sind.
Ist ja auch herstellerabhängig, manche machen mehr Fäden als andere…
Hallo da8ter,
nur mal interessenhalber:
Hast Du mit den Einstellungen einen Bowden-Extruder oder einen direkten?
Welches Material nimmst Du PLA, PET-G?
Reißt da der Filamentstrang bei der Geschwindigkeit nicht ab?
Viele Grüße,
Burkhard
Hallo Burkhard,
auf deine Frage hin hab ich über die Werte noch mal nachgedacht. Es war Blödsinn :rolleyes:. Die 9000 stehen in der Simplify 3D Software drin, in der Marlin Firmware vom Drucker folgende:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4266.66,219}
#define DEFAULT_MAX_FEEDRATE {300, 300, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1500,1500,100,3000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 300 // X, Y, Z and E acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration in mm/s^2 for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.3 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Die Frage ist nun ob die Einstellungen im G-Code die Firmware-Werte z.B. von MAX_FEEDRATE überschreiben.
Da bin ich gerade überfragt…
Viele Grüße
Stephan
Hallo Stephan,
da bin ich im Moment auch überfragt.
Nur wenn der Filament-Strang bei der Retraktion reißt, wird nicht alles Filament zurückgezogen und es bildet dünne Fädchen.
In meiner Configuration.h steht folgendes:
#define FEATURE_RETRACTION 1
#define AUTORETRACT_ENABLED 1
#define RETRACTION_LENGTH 12
#define RETRACTION_LONG_LENGTH 13
#define RETRACTION_SPEED 80
#define RETRACTION_Z_LIFT 2
#define RETRACTION_UNDO_EXTRA_LENGTH 0
#define RETRACTION_UNDO_EXTRA_LONG_LENGTH 0
#define RETRACTION_UNDO_SPEED 20
arbeite allerdings mit nem Kossel Delta Mini mit Bowden-Extruder. Fäden hab ich eigendlich damit keine mehr bei PLA, Temperatur erster Layer 230 Grad, alle Anderen 220 Grad.
Nicht wunder, meine Configuration.h ist etwas anders aufgebaut, da ich die Repetier-Firmware nutze und nen Raspi3 als Repetier-Server.
Viele Grüße,
Burkhard
Ok, ich werde eure Einstellung mal testen… ich komme hier leider nicht zu Potte.
Ich benutze noch Cura… wobei es daran ja nicht unbedingt liegen kann.
Ich habe einen Pi1 (Octoprint) dran oder füttere den Drucker direkt mit Gcode und SD-Karte.
Über den Pi kann ich einige Einstellungen im laufenden Betrieb ändern, leider nichts mit den Retracteinstellungen.
Das wäre sicher hilfreich um irgendwann mal ans Ziel zu kommen