Mir war schon klar, was Du meintest.
Ich hatte auch bei meinen Standardquellen gesucht aber da gab es nix.
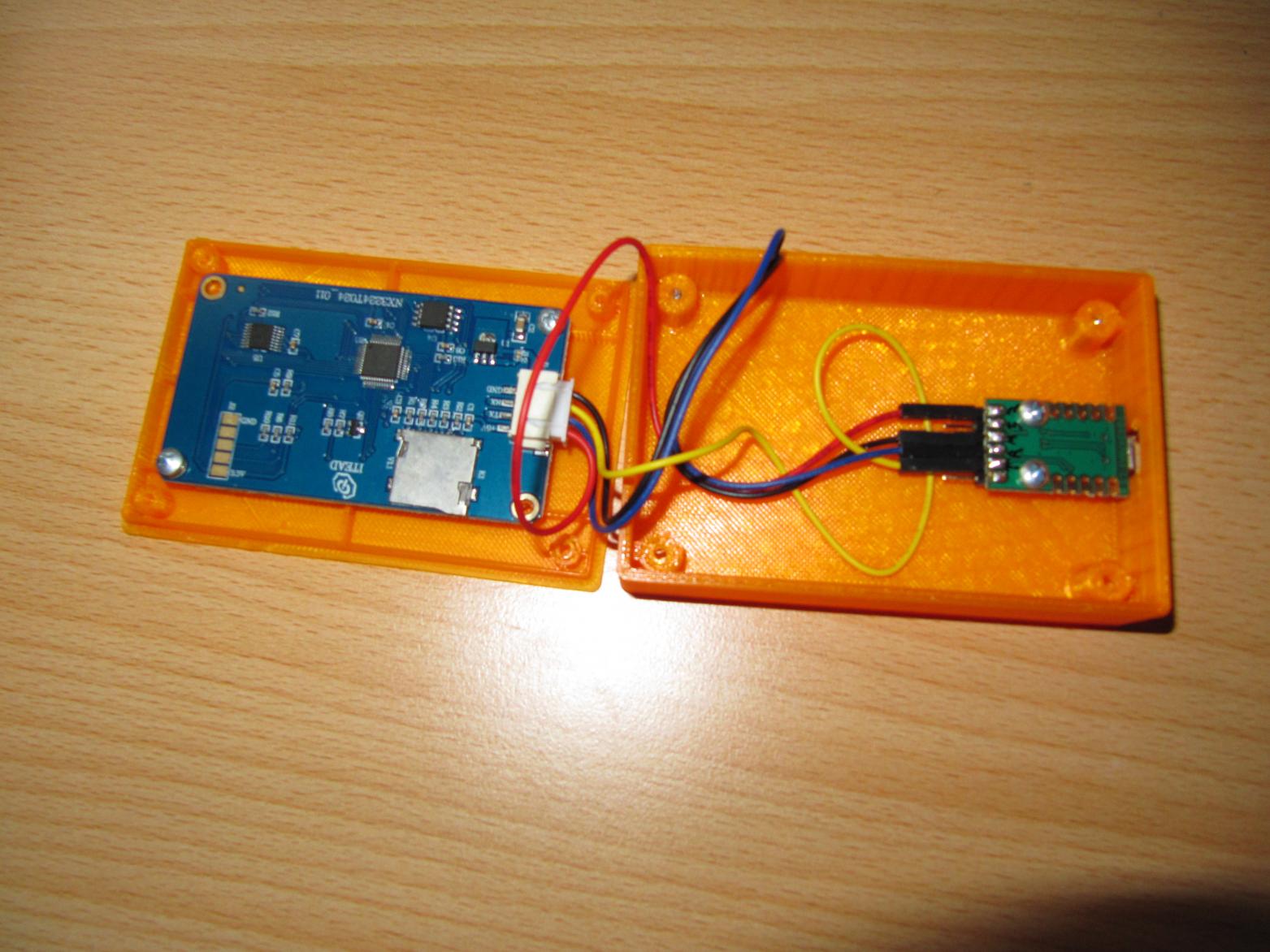
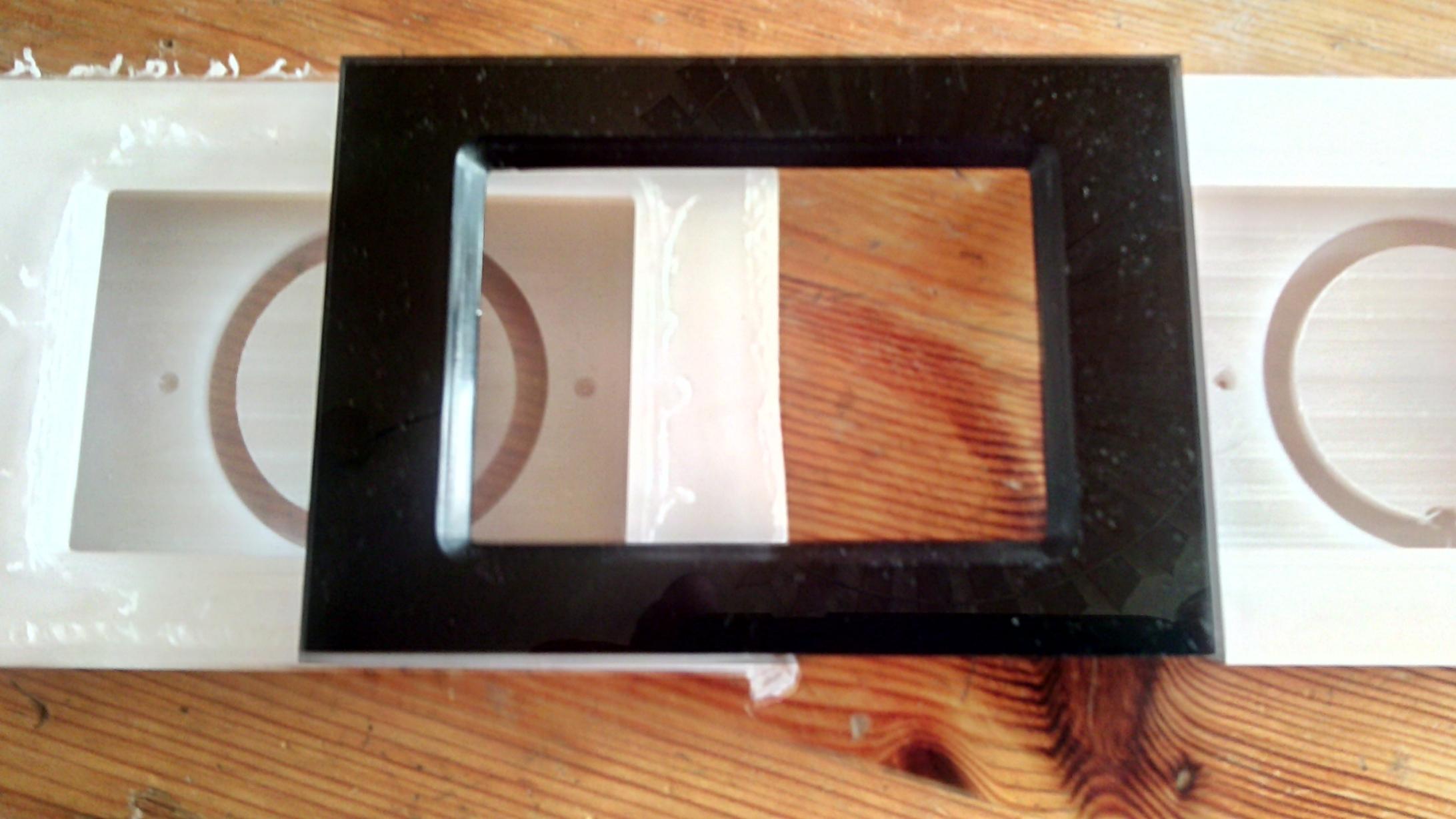
Hab dann einfach ein Standardgehäuse vermessen für die Grundmaße und dann passend gemacht. Ich hab das so konstruiert, dass ich den Deckel öffnen kann. Das Display ist steckbar. Ich meine, es wäre auch das gleiche.
Ein Nextion Display hab ich mir letztens für meinen Trinus3D beschafft. Die Displays sind zwar teurer aber schon klasse. Hat aber bereits ein Gehäuse.
Wird aber bestimmt nicht das letzte sein.
Hallo Boui,
habe gerade einen sparkcube xl aufgebaut, erste Drucke mit ABS und jetzt mit PTEG … steuern tue ich mit Repetier, konstruieren mit Fusion 360 (kann das Program und den Workflow nur empfehlen).
Ich glaub es gehört hier nicht ins Forum, aber würdest du mit mir die deine Erfahrungen bei den Druckereinstellungen teilen?
Wir sind ja im Laberteil.
Ich wüßte jetzt nicht wirklich, was ich da mit Dir teilen könnte. Die möglichen Optionen beim SC 1.1 XL sind ja vielfältig. Es gibt nicht wirklich eine Einstellung, mit der ein anderer etwas anfangen kann.
Bei mir sind die Z-Antriebe alle einzel gesteuert. Ich nutze dazu eine Erweiterungsplatine und eine modifizierte Firmware. Selbst die Druckeinstellungen hängen ja stark vom Hotend ab. Da habe ich zur Zeit einen Titan Booster drin. Auch die Druckplatte entscheidet über die Temp. Da hab ich eine Carbonauflage.
Ich drucke mit S3D.
Ja wie gesagt der Anet A8 ist für mich mal zum reinschnuppern, wenn er gute Ergebnisse liefert darf er bleiben…
Und ja, der Anet hat eine recht große Nutzergemeinde, glaube auch bei Facebook gibts ne Gruppe die sich mit nix anderem Beschäftigt… (vom Hörensagen, ich benutze kein Facebook :rolleyes: )
Hab extra darauf geachtet, dass er dieses bestimmte Mainboard drin hat, wo man noch irgend eine andere (bessere?) Firmware draufmachen kann…
Ansonsten finde ich die Lösung mit dem RPi und Octoprint interessant, viel Information,Einstellungsmöglichkeiten und ich kann da gleich meine eingestaubte RPiCam anklemmen…
Kleinigkeiten zum Optimieren stören mich nicht so (darf natürlich nicht soviel wie ein Neuer kosten), ein paar Lager austauschen kost ja nicht die Welt…
so, jetzt mal Neuigkeiten vom 3D Drucker.
Eins vorweg, ich bin recht angetan vom neuen Chinesen in meinem Haus.
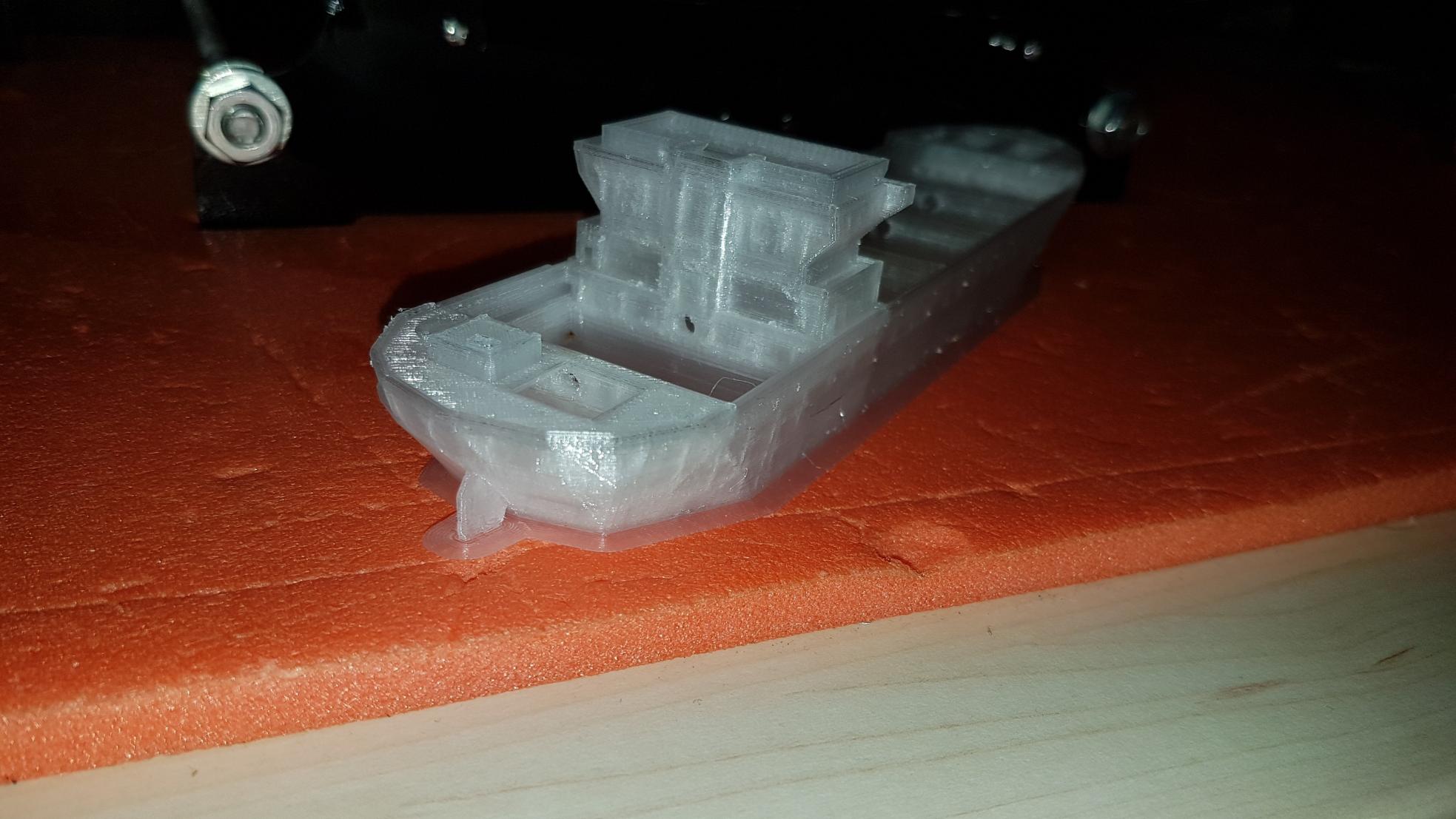
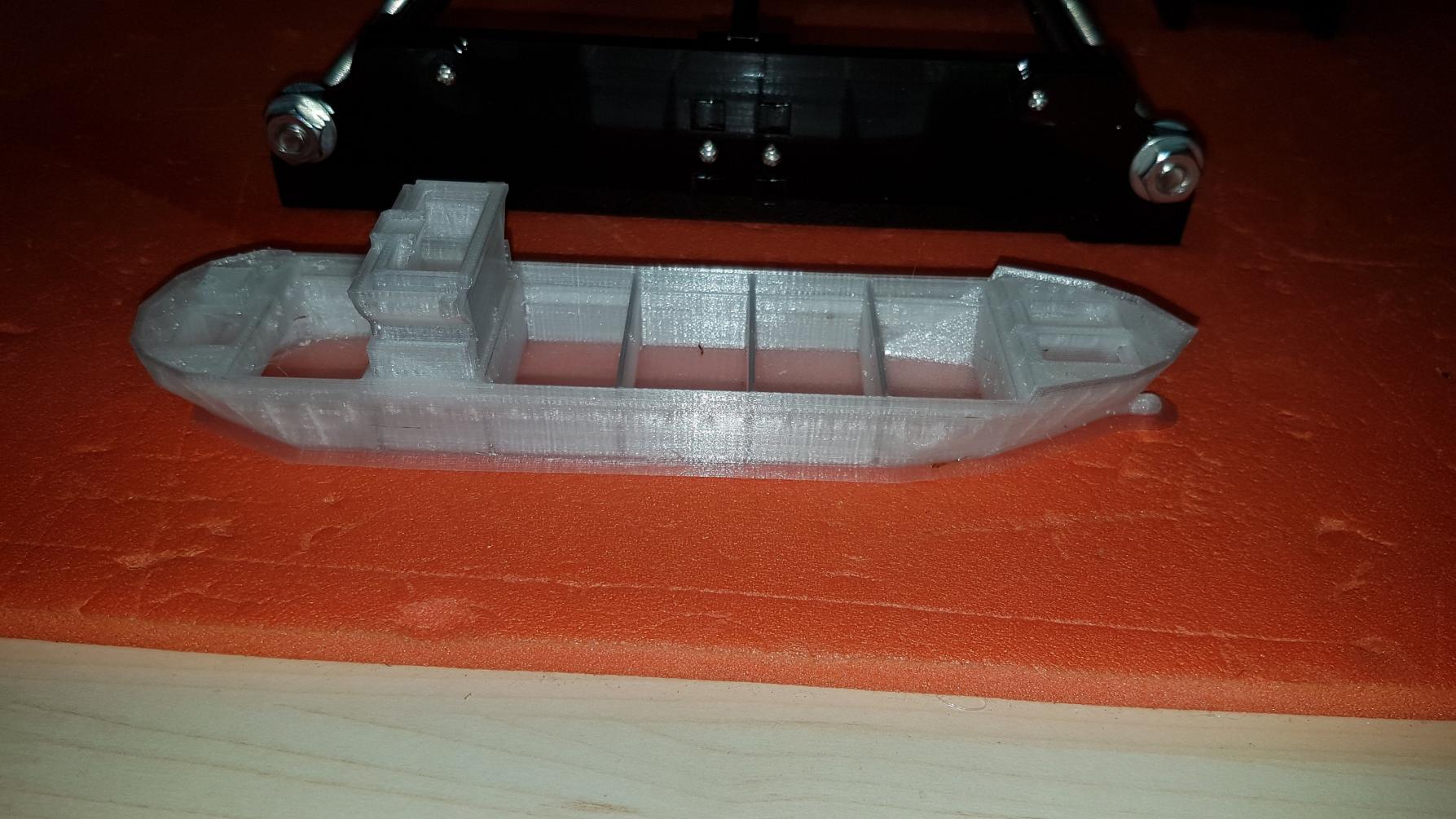
Hab mal ein paar Fotos gemacht, ich habe kein Vergleich zu Druckern welche das 5 fache kosten aber für mich sieht das Ergebnis für einen 150€ Drucker schon echt gut aus.
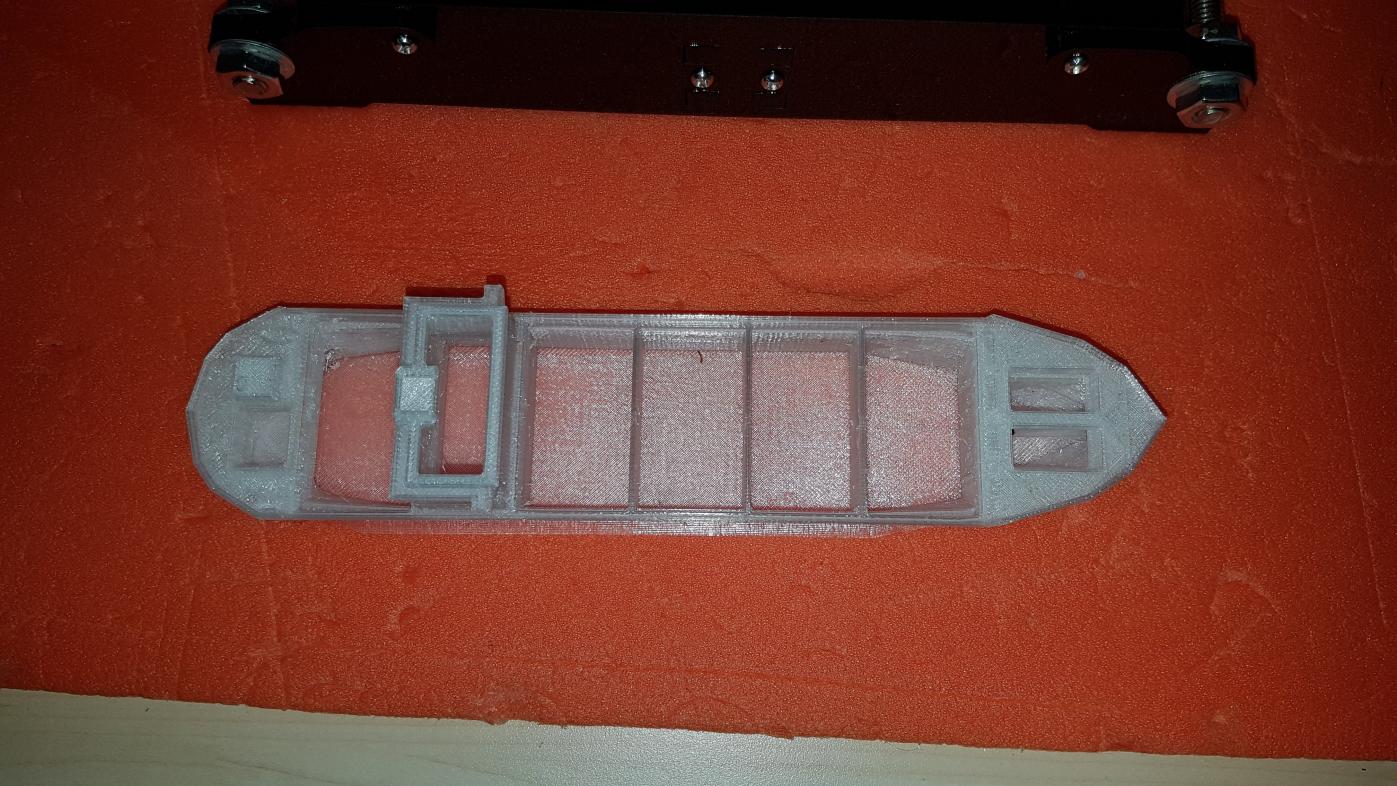
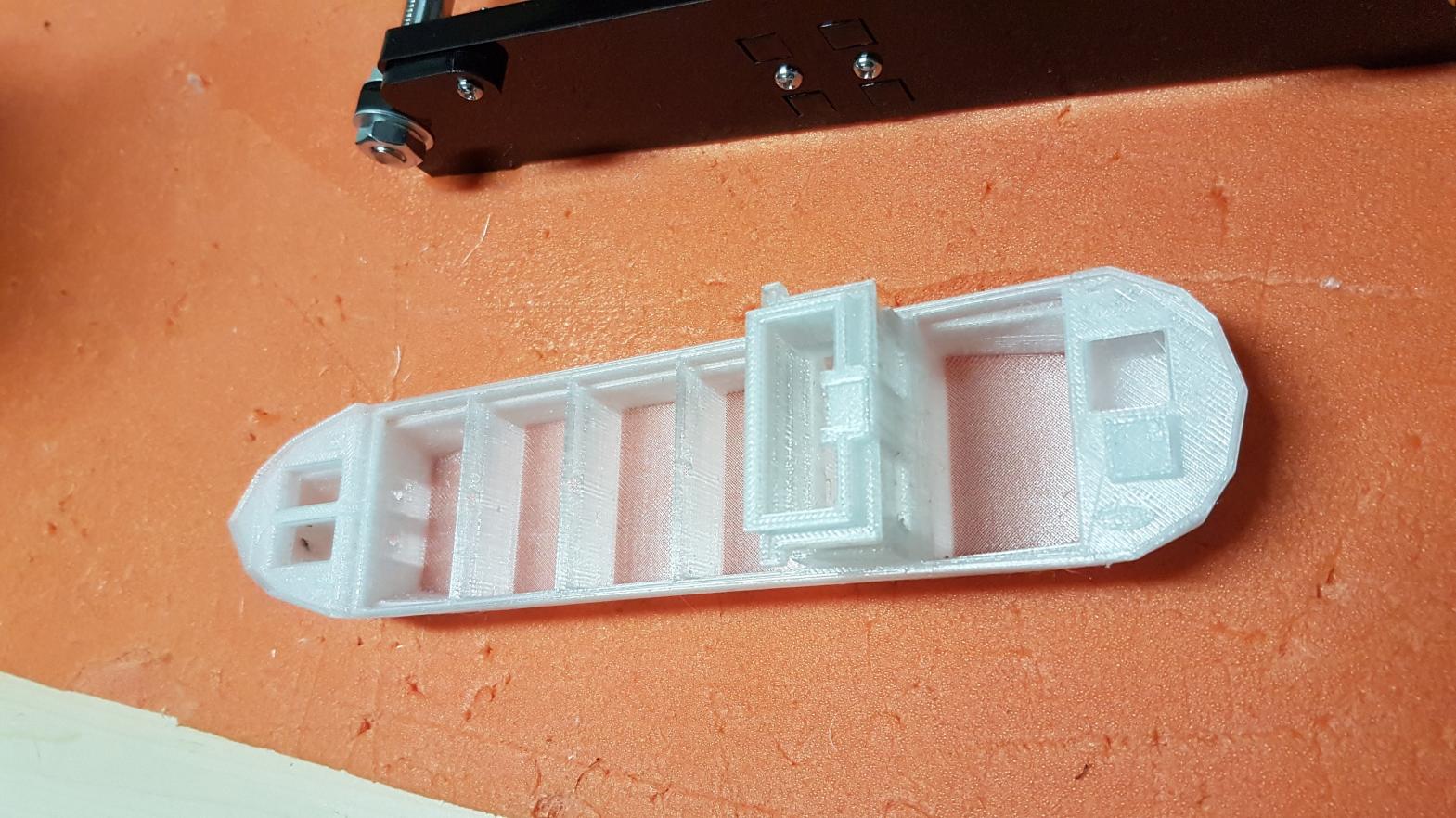
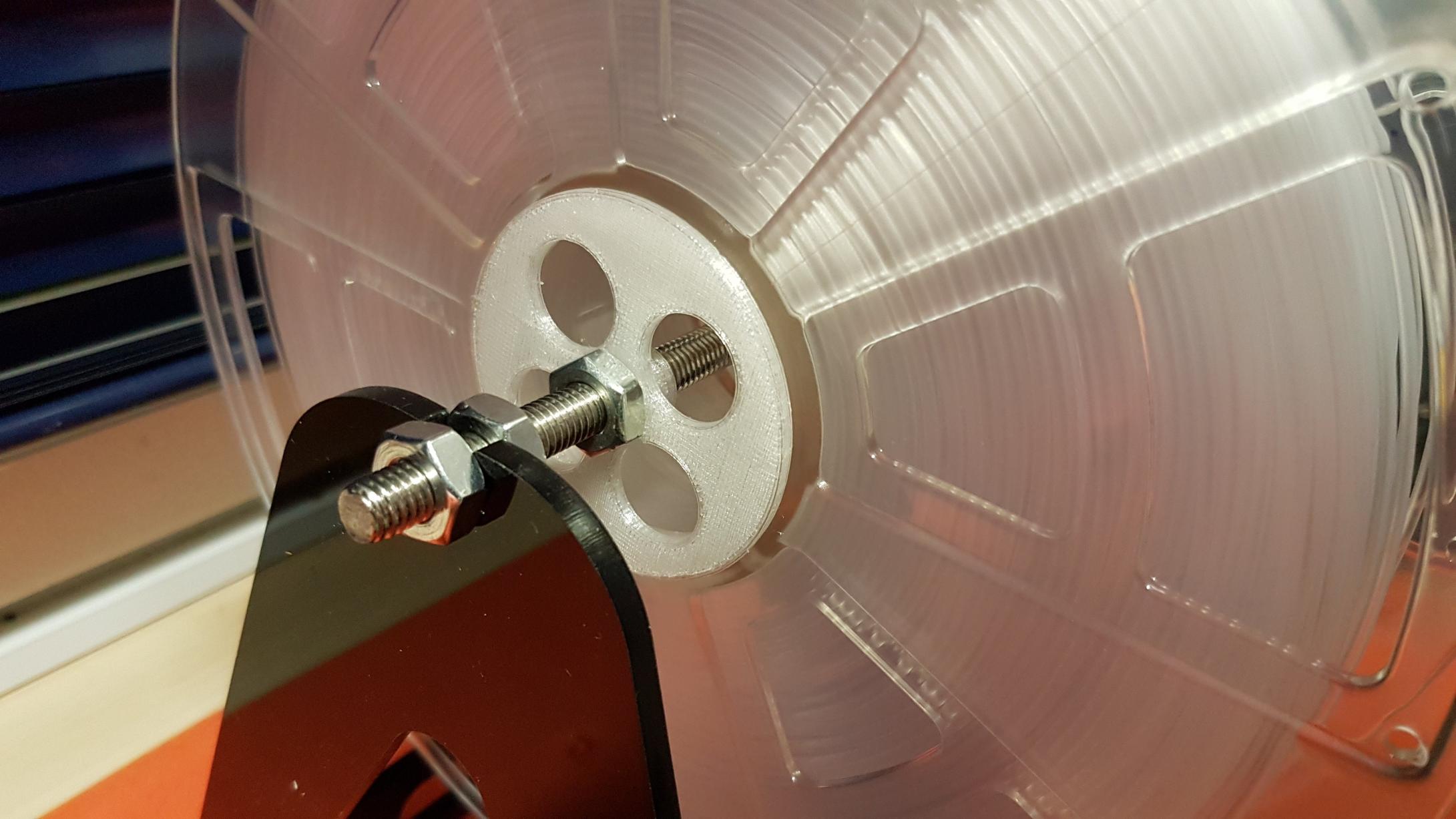
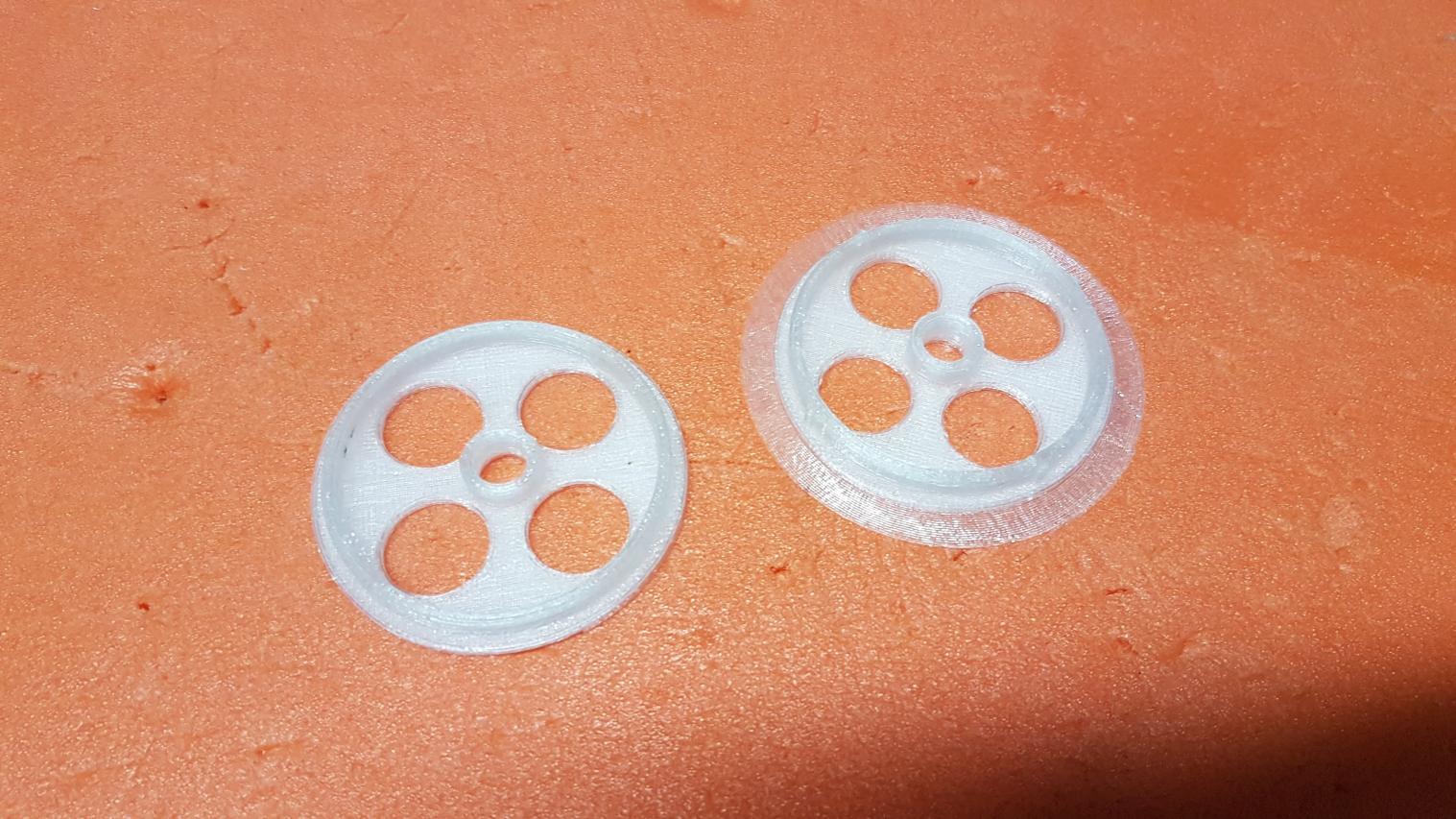
Die Halterung für die Rolle und das Schiff habe ich gedruckt bevor ich irgendwelche Kalibriervoodoos angewendet habe, das war mehr oder weniger zusammenbauen, grob einstellen und schauen ob das Teil funktioniert.
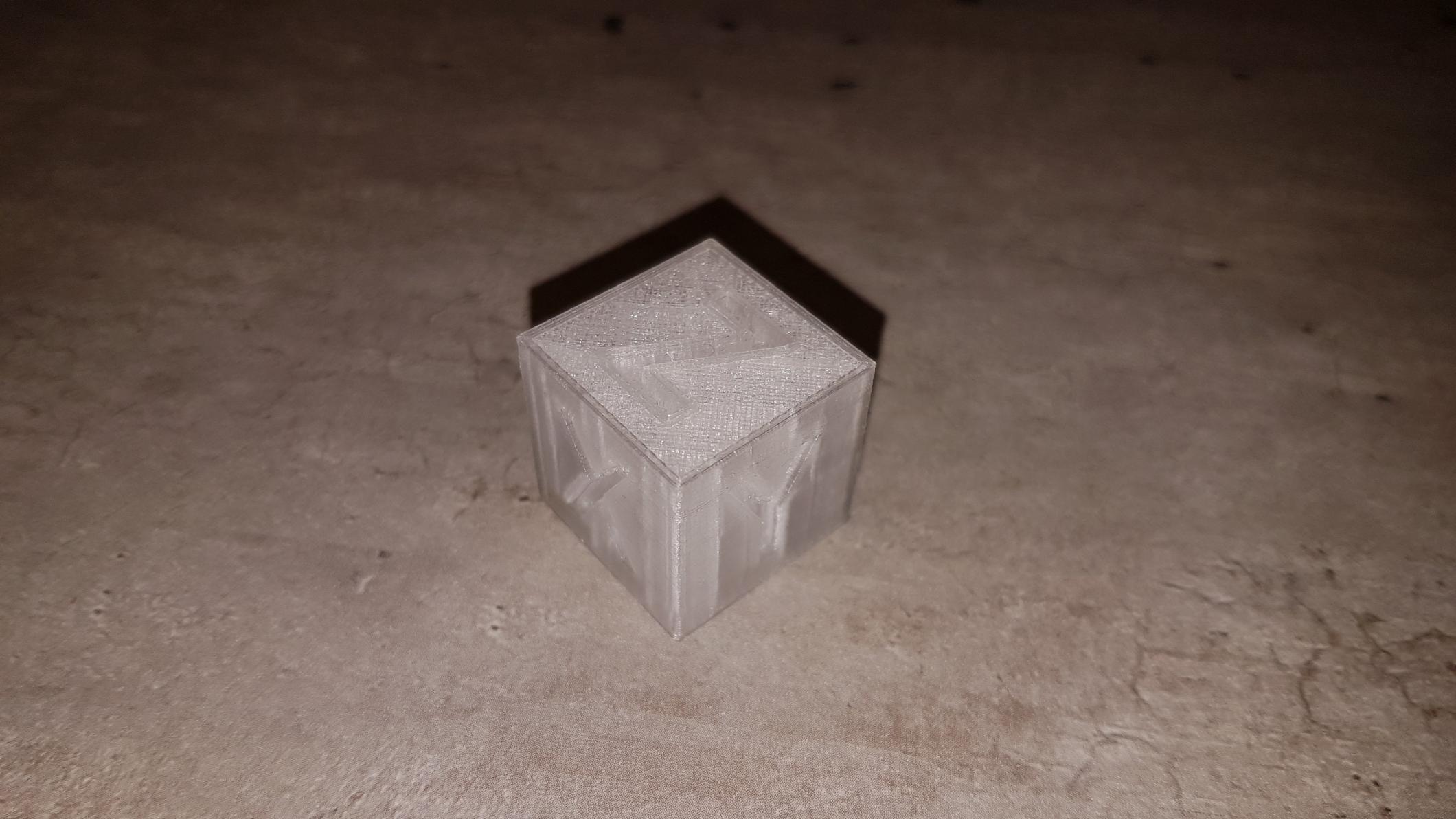
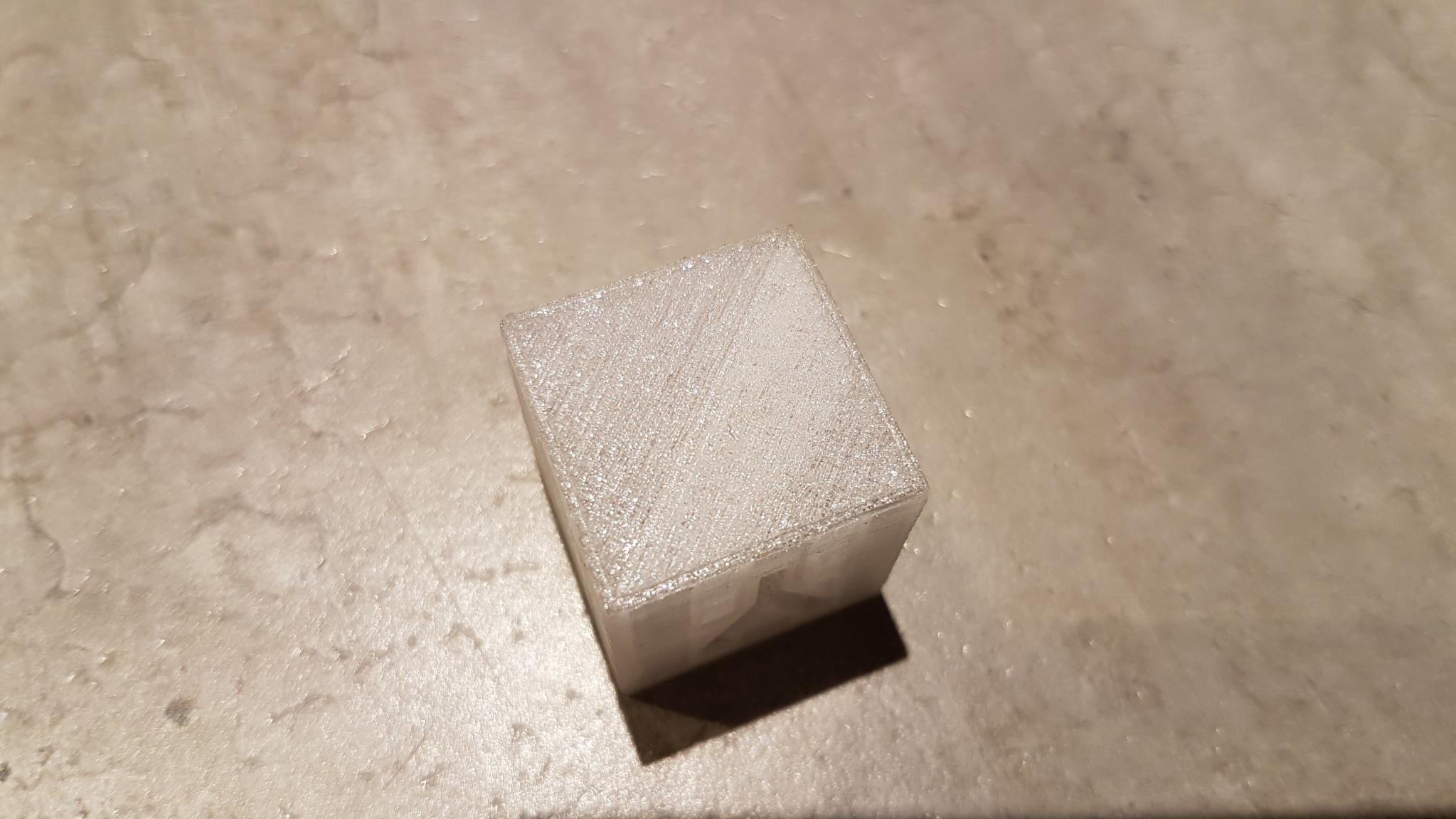
Der Würfel ist nach dem Kalibrieren entstanden, ich habe aber auch einen vom Anfang, der war gut aber auf 2 Seiten waren Wellen zu erkennen. Nachdem ich die Rollenhalterung und die Filamentführung gedruckt hatte, war das weg, wahrscheinlich hat das ruckelige Filamentzuführen dazu geführt, dass der Druckkopf immer mal ziehen musste…
Die Halterung für die RaspiCam hab ich vorhin mal drucken lassen…
Im Moment ist es wirklich so, ich suche mir was im Netz aus, lade es in Cura-> SD-Karte -> Drucker-> Start und gut…so hab ich mir das vorgestellt.
Ich muss dazu sagen, dass ich im Internet fertige CuraProfile für den Drucker gefunden habe, dort sind sicher ein paar Dinge optimiert)
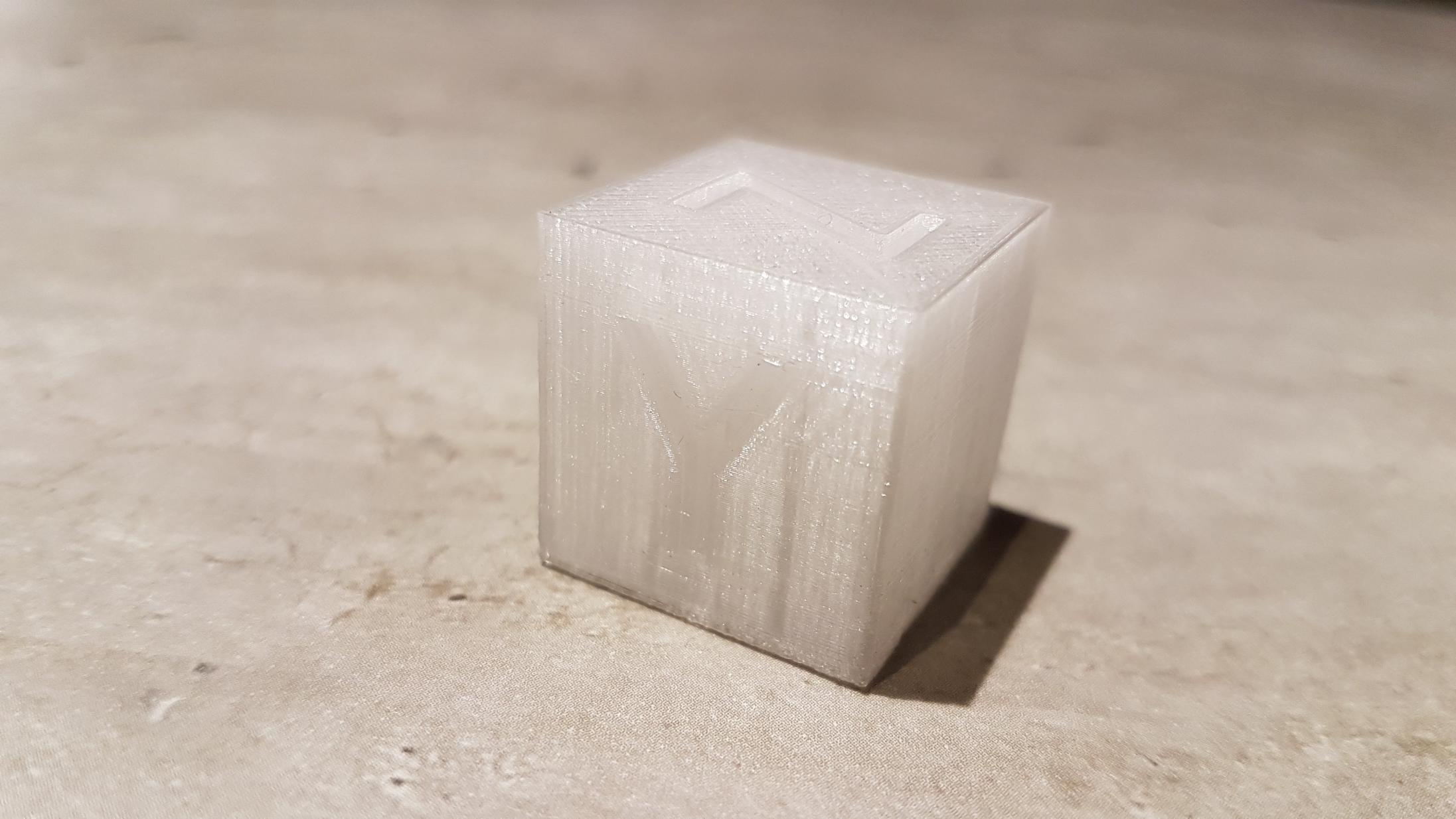
Filament hab ich PETG Transparent, sind aber schon 5 neue Farben bestellt (23€ / Kg), bis jetzt nichts zu meckern.
Ich drucke mit 235°C Düse und 75°C am Bett (im Moment noch original Malerkrepp von der Auslieferung drauf, die Drucke lösen sich wunderbar ab)
evtl. kann ja mal jemand mit mehr Erfahrung die Fotos anschauen und einen Kommentar hinterlassen
noch der Rest der Fotos… gingen nur 10, wusste ich noch gar nicht…
Achso, der Würfel hat echt scharfe Kanten, weiß nicht ob man das auf den Fotos erkennt.
Transparentes Material zu bewerten ist natürlich schwierig.
Aber auf den ersten Blick schaut das sehr gut aus. Wenn Du noch etwas mit dem Abstand und der Filamentmenge spielst, bekommst Du auch die Flächen dicht.
Hat sich echt gelohnt. Mal schauen, wie die Standzeit der Mechanik ist.
ja, ich gebe euch Recht, man sieht es durch das transparente Material echt nicht gut, hab das auch erst auf den Fotos gesehen, vor allem mit Blitz. In echt sieht es eigentlich besser aus.
Naja, wenn das neue Material da ist, dann drucke ich den Würfel nochmal in weiß oder grau…
zumindest bin ich schon mal beruhigt, dass es nichts Grobes zu beanstanden gibt.
naja lt. Information hat PETG die guten Eigenschaften von beiden Materialien, warum also nicht?
und wenn etwas zuverlässig läuft, dann ändere ich es ungern
verschieden, je nach Qualitätswunsch und Objekt…je kleiner desto langsamer.
der Würfel 20mm/s 0.1 Schichtdicke
das Schiff 60mm/s 0.2 Schichtdicke
ok, das werde ich mal versuchen, sieht dann also nicht so aus wie Bahnen nebeneinander, sondern im Optimalfall wie ne Fläche? (betrifft ja nur Boden und Deckel,wobei es durch die Transparenz echt schlimmer aussieht als es ist)
meinst etwas mehr Filament durchpressen? oder näher ans Bett? hab jetzt erstmal ein normales Blatt zum kalibrieren genommen
ja, das lässt sich jetzt noch nicht beurteilen, aber da bin ich guter Dinge, hat alles einen recht guten Eindruck gemacht
Druck am besten mal einen Zylinder der höher ist, dann kann man mal beurteilen wie sauber die Z-Achse läuft oder ob da Verschiebungen drin sind. Das ist ja meistens eine Schwachstelle bei den chinakisten
Alles gut. Wundert mich auch, dass Du keine Fadenbildung hast und das bei der recht beschaulichen Druckgeschwindigkeit. Damit kämpfen die Meisten bei PETG.
Wer sagt denn so was. Das sind unterschiedliche Materialien mit völlig unterschiedlichen Eigenschaften.
Ich sehe da gar keine Vergleichbarkeit.
Je nach dem. Grundsätzlich muss die Menge der Filamentförderung stimmen. Das kalibriere ich genau. 10cm Förderung am Panel muss messbar 10cm Filament in den Extruder schieben. Den richtigen Abstand justiere ich sehr genau mit der Fühlerlehre auf 0,05mm. Das korrigiere ich etwas nach Sichtung des Skirt vom ersten Layer.
Ich fördere in der Grundeinstellung 100% Filament aber je nach Material, Tempo und Objektform muss man hier ggf. nachsteuern.
Ok, kann ich mal probieren. (welche Größe denkst du so? Durchmesser/Höhe)
Ich denke aber es dreht sich immer alles so im Bereich von 1-5cm (Höhe) da sollten kaum Abweichungen auftreten.
war evtl. etwas zu Allgemein von mir geschrieben…
was ich so gelesen hab, ist PLA gut für Anfänger weil rel. problemlos zu drucken aber nicht haltbar und nicht Wasserfest, ABS dagegen nicht so einfach zu drucken aber robust … PETG rel problemlos zu drucken, robust, wasserfest… Die Eigenschaften waren mir anfangs erstmal wichtig, ich wollte keine Gehäuse in PLA drucken welche dann in 2 Jahren zerfallen (angeblich soll das ja so sein)
Ok, dann Probiere ich da mal noch ein paar Sachen aus.
im Moment schiebe ich auch 100%, also meinst dass ich mit z.b. 105% oder mehr evtl einen glatten Boden hin bekommen könnte?
Thema Boden/Decke: der ist perfekt wenn keine Rillen mehr da sind. Fördermenge soweit erhöhen bis der glatt ist und fast keine düsenspuren mehr sichtbar sind.
Zu dem Thema mit dem Zylinder: nimm einen der schon so 10 cm hoch ist und 2-3 cm Durchmesser hat. Ohne infill drucken. Dann kannst du auch mal nach jedem cm die Temperatur um 5 Grad erhöhen. So siehst du schön wie sich das auf das druckbild auswirkt. Gleiches kannst du auch mit der Fördermenge testen. Einfach mal alle paar mm leicht erhöhen oder reduzieren.
Also Deine Materialeinteilung sehe ich etwas kritischer. PLA ist nicht nur für Anfänger. Es - wie ich finde - ein sehr sinnvolles Material. Tolle Oberflächen und schöne Farben. Nicht wasserfest? Es soll sich unter bestimmten Bedingungen im Kompost zersetzen. Ich hab diverse Objekte im Einsatz (auch z.B. Gehäuse für Displays). Die werden ständig angefasst und vielleicht auch mal nass aber verändert hat sich da noch nix. Ferner ist das PLA hart und schlagfest. Aber ich habe hier 4 unterschiedliche Sorten und jedes ist anders.
PETG ist weniger hart und man bekommt nicht ganz so schöne Oberflächen wie mit PLA. …